
Схема процесса механического цинкования Газовый монтажный пистолет
2025-01-03 02:42:30
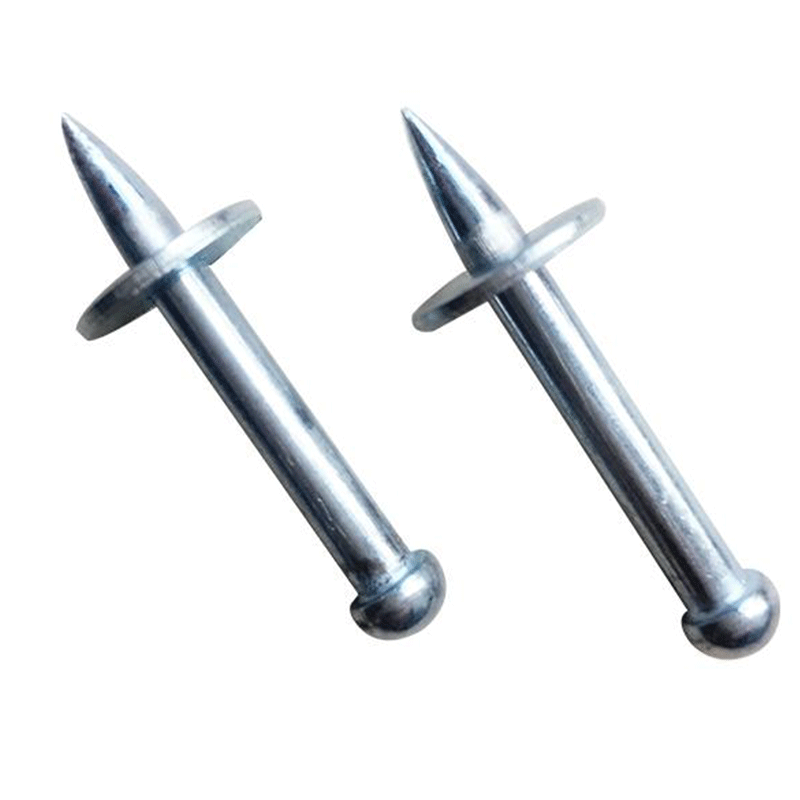
Механическое цинкование Газовый монтажный пистолет представляет собой антикоррозионное покрытие, процесс которого отличается от электроцинкования, горячего цинкования и обработки Dacromet. Его технологические характеристики: производственные операции при комнатной температуре, а образование покрытия не относится к электроосаждению. загружается деталями в обшивочный барабан вращения.
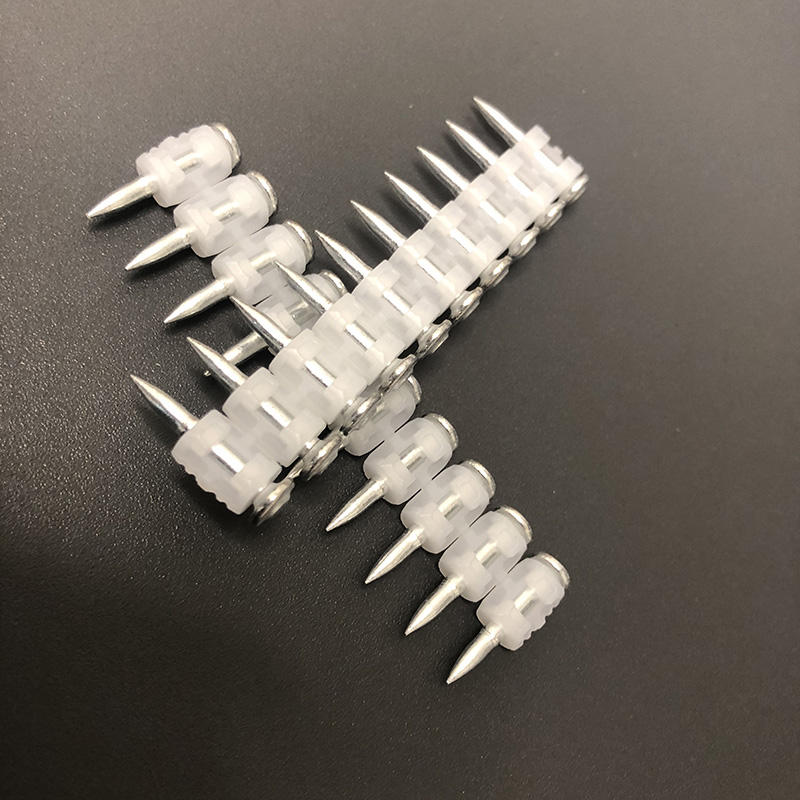
Детали в цилиндре сталкиваются друг с другом и осуществляют передачу механической энергии Газовый монтажный пистолет с образованием покрытия; структура покрытия представляет собой сферический цинковый порошок на уровне частиц, который деформируется в результате столкновения с передачей механической силы Газовый монтажный пистолет и становится слоистой суперпозицией. плоские и тарельчатые частицы цинка. Конденсируются в покрытие. Это структурное покрытие имеет основные физические характеристики металлического цинка. Функция покрытия заключается в обеспечении анодного защитного покрытия, необходимого для защиты от ржавчины основных деталей из железа. Характеристики процесса: он не вызывает опасности водородного охрупчивания промышленных деталей из высокопрочной стали, а толстое антикоррозионное покрытие небольших цилиндрических деталей заменяет процесс горячего цинкования, что имеет конкурентное преимущество в промышленном применении.
1. Предварительная обработка деталей, удаление масла и ржавчины.
Для обычных деталей можно использовать обычные методы обработки поверхности, но особое внимание следует уделить удалению ржавчины и окалины с деталей из высокопрочной стали, поскольку сильные кислотные химические материалы, содержащие ионы водорода, нельзя использовать для удаления ржавчины и окалины с поверхностей. поверхность деталей в течение длительного времени подвергается кислородной обработке, такая обработка будет иметь определенный эффект проникновения водорода на стальную основу деталей, поэтому для ее решения следует использовать механические методы Газовый монтажный пистолет: такие как пескоструйная обработка, вибрационная отделка. , процесс дробеструйной обработки и т. д.
2. Покрытие для замены меди.
Требований к толщине замещающего медного слоя не существует, но он должен полностью покрывать поверхность подложки детали. Его функция заключается в улучшении силы сцепления покрытия, обеспечении однородности состояния поверхности покрытия и блокировании проникновения водорода. образующиеся в процессе процесса в подложку. Еще один вывод заключается в том, что, поскольку медный слой имеет хорошую проводимость, механические оцинкованные детали Газовый монтажный пистолет и оцинкованные детали с одинаковой толщиной цинкового покрытия были протестированы и оценены в камере солевого тумана. Когда испытание в солевом тумане достигло 11 циклов, было обнаружено, что из-за этого. Из-за эрозии соленой воды на краях и углах оцинкованных деталей в партиях появилась красная ржавчина. Хотя матрица была обнажена по краям и углам оцинкованных механизмов Газовый монтажный пистолет, на шести партиях красная ржавчина не наблюдалась. : это связано с сопротивлением замещающего медного слоя, электропроводность гладкая. Он обеспечивает нормальное электрохимическое катодное состояние железной матрицы. Поэтому замещающий медный слой особенно важен для электрохимической антикоррозионной способности структуры механического оцинкованного покрытия Газовый монтажный пистолет.